您好,临朐县德海机械设备厂网站欢迎您!
您好,临朐县德海机械设备厂网站欢迎您!
18663621388

2020-04-14
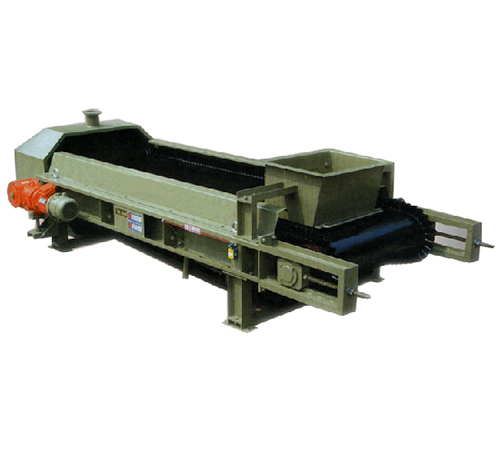
电磁振动给料机在运行过程中,时常会有皮带跑偏的现象,大家应该都会想了解调整皮带跑偏的方法,本文将给出如下调速策略:
1、先调整托辊支座,如整个托辊支座均已进行调整正确,皮带仍有继续跑偏的现象,则调整从动滚筒的轴承座,即按图示观察方向观察,皮带向某一侧跑偏,则把托辊支座按图示调整方向进行调整。如皮带继续跑偏则按图示方向进行调整从动滚筒的轴承座。
2、按图示的方向观察,如皮带向左跑偏,则先把托辊支座1、2、3中任意一个按调整方向调整到适当的位置,如该托辊支座已调整到量,则调整其他托辊支座直到皮带跑偏停止。如整体4个托辊支座均已调整到量,皮带仍还有跑偏现象,则需调整从动滚筒的轴承座,把从动滚筒轴承座中任意一个按调整方向调整至适当位置,如该从动滚筒轴承座已调整到量,则调整另一个从动滚筒轴承座直至皮带跑偏停止。
3、依据电磁振动给料机的方向观察,如皮带向右跑偏,具体调整方法与向左跑偏的调整方法相反。
4、皮带调整注意事项:
皮带调整停机的过程中,不得踩踏皮带,否则会影响皮带调整的成果,如果皮带向一侧跑偏太多,则可以把电动机三相进线中的任一两相进行调换,皮带则反方向运转就会向另侧移动,移动至除铁器中部之时停机,再次调换电动机任意两相,使皮带按正常方向运转,然后按皮带跑偏具体调整方法调试
电磁振动给料机的皮带跑偏止住后,皮带需在除铁器中部稳定运转2小时,运转期间应观察其运转状况如有跑偏现象应该及时调整。

上一条: 除铁器在纺织原料中的应用
下一条: 除铁器的工作流程及应用成果